¿Por qué elegir el calentamiento por inducción en lugar de convección, radiación, fuego abierto u otros métodos de calentamiento? A continuación figura un breve resumen de las principales ventajas.
ventajas del calentamiento por inducción
optimización de la consistencia
el calentamiento por inducción elimina las inconsistencias y problemas de calidad asociados con el fuego abierto, el calentamiento por antorcha y otros métodos. Una vez que el sistema esté correctamente calibrado y configurado, no habrá conjeturas ni cambios. El modo de calentamiento es repetible y consistente.
maximiza la productividad
porque la importación es muy rápida, maximiza la productividad; El calor se genera instantáneamente dentro de la pieza (& gt; 2000°f, & lt; 1 segundo). El inicio es casi instantáneo; No es necesario precalentar ni enfriar el ciclo.
mejora la calidad del producto por inducción
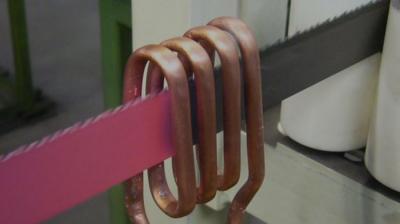
, la parte calentada nunca entra en contacto directo con la llama u otros elementos de calefacción; El calor se genera internamente a través de la corriente alterna.
extension fixture; Life
I nduction Heating transfers Heat from a specific location to a small part of the parts quickly without Heating any of the surrounding Parts. Esto prolonga la vida útil de los accesorios y el equipo mecánico.
protección del medio ambiente
sistema de calefacción por inducción no quema combustibles fósiles tradicionales; La inducción es un proceso limpio y no contaminante que ayuda a proteger el medio ambiente.
reduce el consumo de energía
este proceso único de ahorro de energía puede convertir hasta el 90% del consumo de energía en calor útil; horno de inducción es generalmente sólo el 45% de la eficiencia energética. La repetibilidad y consistencia del proceso de inducción lo hacen altamente compatible con el sistema automático de ahorro de energía.
;
;
;
método de calentamiento por inducción
I calentamiento por conducción ; : el primero es
; Conocido como calentamiento por corriente Eddy, es causado por la pérdida de i²r causada por la resistividad del material de la pieza de trabajo, que es la principal fuente de energía. El segundo método se llama calentamiento por retardo, en el que el campo magnético alterno producido por la bobina de inducción genera energía en la pieza de trabajo durante el calentamiento del material excitador (como el acero o el material de ferrita por debajo del punto Curie), pero esta parte del calor; No es importante; Para la mayoría de los procesos de calentamiento.
cuando la permeabilidad del material se reduce a 1, y Cuando la temperatura de la pieza de trabajo alcanza el punto Curie, el calentamiento retardado desaparece. El calentamiento por corriente Eddy constituye el efecto residual del calentamiento por inducción.
cuando la dirección de la corriente (AC) cambia, el campo magnético generado falla porque la dirección de la corriente es opuesta y producirá la dirección opuesta. Cuando el segundo cable está en un campo magnético Alterno, el segundo cable genera corriente alterna.
la corriente transmitida a través del segundo cable y la corriente transmitida a través del primer cable son proporcionales entre sí y proporcionales al recíproco de la distancia cuadrada entre ellos.
cuando el cable de este modelo se sustituye por una bobina, la corriente alterna en la bobina producirá campos electromagnéticos. Cuando la pieza de trabajo a calentar está en un campo magnético, la pieza de Trabajo coincide con el segundo cable y produce una pieza de trabajo AC en él. La pérdida de i²r de la resistividad del material de la pieza de trabajo causará la generación de calor en la pieza de trabajo y será la misma que la resistividad del material de la pieza de trabajo. Esto se llama calentamiento Eddy.
;
características de las piezas de motor de inducción
metal o plástico
en primer lugar, el calentamiento por inducción sólo puede utilizar directamente materiales conductores, generalmente metales; Y material de grafito. Los plásticos y otros materiales no conductores suelen calentarse indirectamente calentando primero el calor conductor al receptor metálico conductor del material no conductor.
magnético o no magnético;
es más fácil calentar materiales magnéticos. Además del calor generado por el vórtice, los materiales magnéticos también producen calor a través del llamado efecto de histéresis. Temperatura superior; Madame Curie; Punto (temperatura a la que el material magnético pierde su magnetismo), este efecto ya no ocurre. Antes de la llegada; Curie Point, Magnetic; Este material puede recoger más eficazmente las líneas de fuerza magnética para producir corrientes de Eddy más grandes. La resistencia relativa del material magnético tiene una clase de "permeabilidad" de 100 a 500; La permeabilidad de los materiales no magnéticos es de 1, mientras que la permeabilidad de los materiales magnéticos es de hasta 500.
grueso o delgado
cuando se utiliza material conductor, bajo la influencia del efecto cutáneo, aproximadamente el 85% del efecto de calentamiento se produce en la superficie o; "Piel"; El contenido de esta parte; La fuerza de calentamiento disminuye con el aumento de la distancia de la superficie. Por lo tanto, las partes pequeñas o delgadas se calientan generalmente más rápido que las partes más grandes y gruesas, especialmente si las partes más grandes necesitan calentarse continuamente.
resistividad;
si dos piezas de acero y cobre del mismo tamaño se calientan con el mismo proceso de inducción, el resultado será muy diferente. ¿Por qué? El acero tiene una alta resistividad con carbono, estaño y tungsteno. Debido a que estos metales tienen una fuerte resistencia a la corriente eléctrica, el calor se acumula rápidamente. Los metales de baja resistencia, como el cobre, el latón y el aluminio, tardan más en calentarse. La resistividad aumenta con el aumento de la temperatura, por lo que las placas de acero muy calientes son más fáciles de calentar por inducción que las placas de acero frías.
siempre siguen la regla de que cuando la resistividad es alta, el calor producido por el material es mayor en las mismas condiciones actuales en las siguientes posiciones: Cálculo; Basado en; El campo magnético variable necesario para el diseño del calentador de inducción i²r.
es generado por la corriente alterna en el inductor. Por lo tanto, el diseño de I nductancia es uno de los aspectos más importantes de todo el sistema. Un inductor bien diseñado puede proporcionar un modo de calentamiento adecuado para sus piezas, y maximizar la eficiencia de la fuente de alimentación de calentamiento por inducción, al mismo tiempo, puede insertar y desmontar fácilmente las piezas.
fuente de alimentación; La capacidad
permite calcular fácilmente el tamaño de la fuente de alimentación de inducción necesaria para calentar componentes específicos. En primer lugar, debe determinar cuánta energía debe transmitirse a la pieza de trabajo. Esto depende de la calidad del material calentado, el calor específico del material y el aumento de temperatura requerido. También deben tenerse en cuenta las pérdidas de calor causadas por la conducción, la convección y la radiación. Por último, la eficiencia de calentamiento por inducción de una aplicación determinada depende de la cantidad de cambio de temperatura requerida, que puede adaptarse a un amplio rango de cambios de temperatura; Por experiencia, se utiliza una mayor potencia de calentamiento por inducción para aumentar el grado de cambio de temperatura.
 en
en  cn
cn  jp
jp  ko
ko  de
de  es
es  it
it  ru
ru  pt
pt  th
th  vi
vi  pl
pl 
































 Llámenos.:
Llámenos.:  Envíanos un correo electrónico.:
Envíanos un correo electrónico.:  NO. 688th South Baoguang Road, Xindu District, Chengdu City, Sichuan Province, China
NO. 688th South Baoguang Road, Xindu District, Chengdu City, Sichuan Province, China